
Slot Frezeleme: CNC İşleme İçin Kapsamlı Rehber
Slot frezeleme, güncel CNC işleme sürecinde temel bir süreçtir. Dönen malzemelerle metal, plastik veya kompozit malzemeye ince oluklar veya yuvalar kesme sürecidir. CNC slot frezelemenin prensipleri, teknikleri ve en iyi uygulamaları hakkındaki bilgi, üreticilerin hassas bileşenleri verimli bir hızda üretmesine yardımcı olur ve aynı zamanda aletleri kullanmaya devam etmelerini sağlar. Slot frezeleme, otomotiv bileşenlerinde, havacılık bileşenlerinde, kalıp yapımında ve hassasiyet ile yüzey bitiminin çok önemli olduğu endüstriyel makinelerde yaygın olarak kullanılmaktadır.
Slot frezeleme nedir?
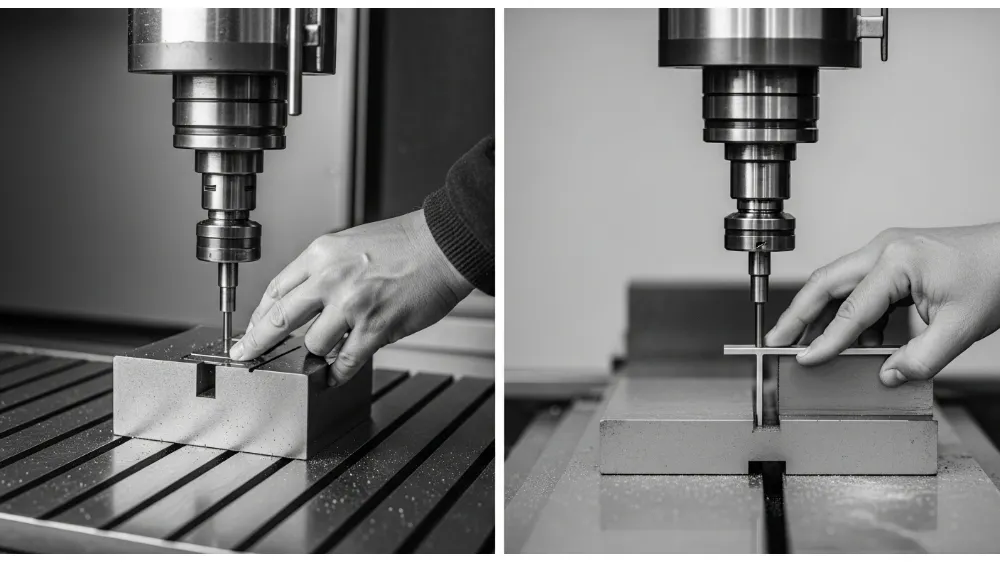
Slot frezeleme Döner bir freze kesicisinin malzemeyi çıkararak küçük bir kanal, oluk veya cep oluşturduğu bir kesme işlemidir. Slot derinliği, genişliği ve şekli, parça gereksinimlerine ve alet geometrisine bağlı olabilir. Yüz frezelemenin aksine, slot frezeleme, dar boşlukların yüksek boyutsal hassasiyetle oluşturulmasına yöneliktir. CNC makineleri, kesici ve iş elemanının hareketini otomatikleştirmek için bilgisayar kontrolü kullanır, birden fazla parçanın hareketinde tutarlılık sağlar ve insan hatası riskini azaltır.

Slot Frezelemenin Temel Unsurları
Etkili slot frezeleme, makine parçaları ve takım kullanımı bilgisini içerir. Ana bileşenler freze kesici, uç frezeler veya slot matkaplar, mil hızını ve beslemeleri kontrol eden CNC makinesi ve fikstürlerle sabitlenmiş iş parçasıdır. Kesicinin kaplaması, geometrisi ve malzemesi, slot kalitesi ve işleme verimliliği üzerinde doğrudan etkiye sahiptir. İş tutma çözümleri stabilite, titreşimi önleme ve kesme sırasında sapmayı azaltır. Bunun nedeni, yüzeylerde sıkı toleranslar ve pürüzsüz yüzeylerin ancak doğru kurulumla elde edilebilmesidir.
Slot Frezeleme Aletleri ve Kesici Türleri
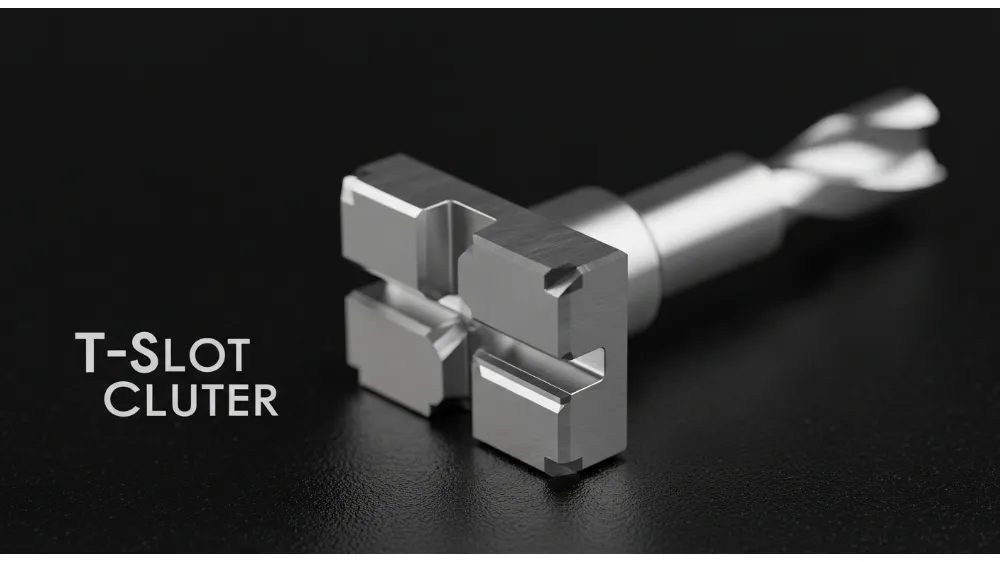
CNC slot frezelemede doğru aletin kullanımı çok önemlidir. Yaygın olarak kullanılan frezeler düz uçlu değirmenler, bilyalı değirmenler ve köşe yarıçaplı uç değirmenleridir. Düz uçlu frezeler en iyi düz yuvalarda ve kare kenarlı yerlerde kullanılırken, bilyalı frezeler konturlu parçalara monte edilmiş yuvarlak kenarlarda kullanılır. TiN veya TiAlN gibi kaplamalar aletlerin ömrünü uzatır ve sürtünmeyi azaltır. Kullanılan alet bıçakları, malzeme, flüt sayısı ve kesme hareketini en üst düzeye çıkarmak için kullanılacak sarmal açısına göre belirlenmelidir.
Slot Frezeleme Teknikleri
Farklı yöntemler, yuvaların boyutuna, malzemeye ve makinenin yeteneğine göre uygulanır. Geleneksel frezeleme yöntemleri, kesiciyi slot yönüne yavaş bir hızda beslemeyi içerir. Tırmanma frezelemesi, kesicinin besleme yönüne döndüğü bir yöntemde, yüzeyler daha pürüzsüz olur ve alet daha az aşınır. Derin yuvalar, çiplerin tahliyesini kontrol etmek ve alet kırılmasını önlemek için frezedilmiştir. Strateji seçimi, doğruluğu korumak, ısınmayı azaltmak ve slot frezelemede kullanılan aletlerin ömrünü uzatmak için çok önemlidir.
Slot frezeleme, besleme hızı ve mil hızı
Slot frezelemede temel parametrelerden bazıları, yüzey yüzeyi, takım aşınması ve verimliliği etkileyen besleme hızı ve mil hızıdır. Mil hızının artması kesme verimliliğini artırabilir ancak ısı üretimini artırabilir ve soğutucu kullanımı gerekebilir. Diş başına besleme, yonga yükünü ve kesme kuvvetlerini etkiler; bu da alet ömrünü ve boyut hassasiyetini etkiler. Her iki parametre de CNC programlama kullanılarak iyi kontrol edilebilir; bu da karmaşık geometriler arasında sonuçların eşit olmasını sağlar. Besleme ve hızın maksimize edilmesi, malzeme çıkarımı ve alet bütünlüğünü koruması sağlar.
Slot frezeleme, malzemenin dikkate alınmasını gerektirir
CNC slot frezeleme, farklı malzemeler üzerinde farklı yöntemler gerektirir. Alüminyum gibi metallerle çalışmak, daha düşük kesme kuvvetleri sayesinde daha yüksek mil hızları ve daha hızlı besleme ile çalışmayı sağlarken, paslanmaz çelik ve titanyum alet aşınması ve ısıyı kontrol etmek için daha yavaş devirler gerektirir. Plastikler, erime ve deformasyon önlemek için ölçülü beslemeler kullanır. Takım malzemesi, kaplama ve geometri seçimi de iş parçasıyla uyumlu olmalı ve maksimum sonuç verilmelidir. Malzemelerin davranışı, yüzeylerin boyutsal stabilitesi ve kalitesinin sağlanmasında önemlidir.
Slot Derinliği ve Genişliği Optimizasyonu
Makineli bileşenlerin işlevsel ve yapısal bütünlüğüne sahip olmak için yeterli slot boyutları gereklidir. Aşırı derin yuvalar, sapma ve titreşimi artırabilir ve yanlışlıklara yol açabilir. Çok dar yuvalar çip tıkanıklığına ve aletlerin bozulmasına yol açabilir. Tamir işinde stabilite sağlamak için tasarımcılar yuvaların derinliğini ve genişliğini kesici boyutuyla dengelemek zorundadır. Karmaşık CNC makineleri, daha az kesme kuvveti ve ısı birikimiyle istenen slot geometrisini elde etmek için birçok geçiş yapabilir.
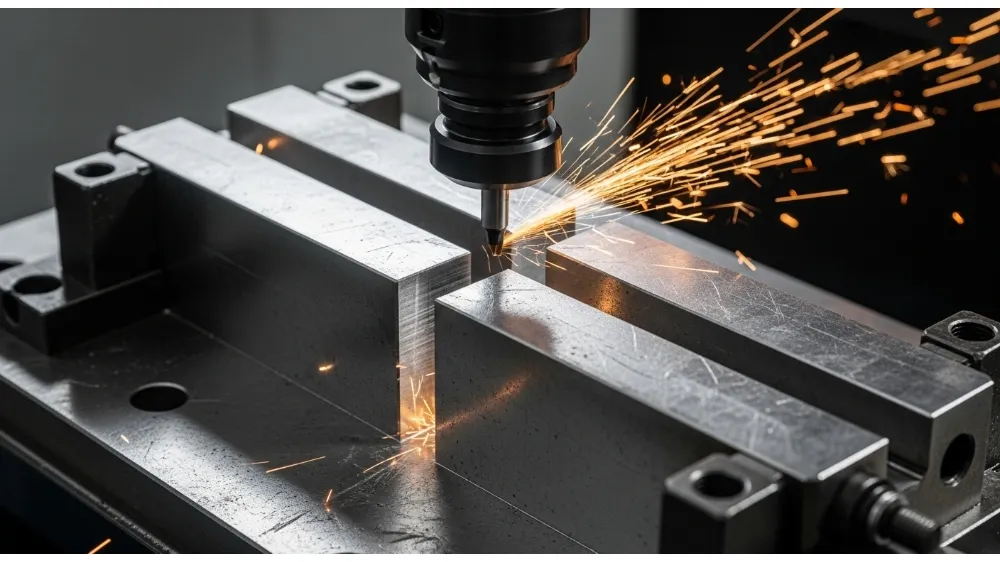
Çip Yönetimi ve Soğutma Sıvısı Kullanımı
Çoğu slot frezeleme işlemi verimli bir çip çıkarımı ve soğutma sıvısı uygulaması gerektirir. Küçük yarıklara takılan çip parçaları, kesici veya parçayı bozabilir. Yongalar, peck frezeleme veya yüksek basınçlı soğutma sistemlerinin yardımıyla temizlenir. Soğutucular sürtünmeyi en az azaltmak, sıcaklıkları düşürmek ve aletin ömrünü uzatmak için kullanılır. Çip tahliye stratejileri doğru şekilde geliştirildiğinde, yeniden işleme azalır, yüzey yüzeyi daha iyi olur ve verimlilik yüksek olur. Çipin davranışı derin veya karmaşık yuvalarda özellikle önemlidir.
Slot Frezeleme Uygulamaları
Uygulama Slot frezeleme, çeşitli endüstrilerde ve parça tiplerinde kullanılır. Otomotiv sektöründe motor parçaları, braketler ve yapısal destekler üretmektedir. Türbin kanatları ve gövde elemanları dahil olmak üzere havacılık bileşenleri, sıvıların montajı veya geçişi için hassas yuvalara bağlıdır. Slot frezeleme, kalıp ve kalıp üretiminde delikler ve kanallar kesmek için kullanılır. Hassas slot işleme, konveyör parçaları ve montaj braketleri gibi endüstriyel makine parçalarında kullanılır. Slot frezeleme çok yönlüdür ve bu nedenle hassas üretimde ortadan kaldırılamaz.
Slot frezelemedeki Sorunlar
Slot frezeleme sırasında karşılaşılan birçok zorluk vardır; bunlar arasında alet sapması, büyük titreşim, termal genleşme ve çip tıkanıklığı bulunur. İş parçalarının yanlış konumlandırılması veya aletin yanlış seçimi boyutsal hatalara yol açabilir. Yüksek hızlı işlemler sırasında çatlama olabilir ve bu da yüzey kaplama kalitesini düşürür. Bu sorunlar, yeterli alet kurulumları, sıkı sabitleme, besleme ve hız düzenlemesi ile gerçek zamanlı izleme ile çözülmelidir. Deneyimli operatörler ve kontrollü sistemler, risklerin azaltılmasına ve işleme seviyesinin artırılmasına yardımcı olur.
Slot Frezeleme ve Kalite Kontrolü
Kalite güvencesi, slotların tasarım özelliklerini de garanti edebilir. Boyutlar ve toleranslar, kaliper, mikrometre ve koordinat ölçüm makineleri (CMM) gibi ölçüm aletleri kullanılarak kontrol edilir. Yüzey kaplama denetimi, pürüzsüzlük ve burrdan arınmış koşullar sağlamak için yapılır. Süreçlerin düzenli denetimi ve işleme talimatlarına uyum, sapmayı ortadan kaldırır ve tekrarlanabilirliği artırır. Yüksek hacimli üretimin yapıldığı ortam iyi belgelenmeli ve denetlenmelidir.
İleri Slot Frezeleme Tekniklerinin Kullanımı
Günümüz slot frezelemesinde otomasyon, uyarlanabilir kontrol ve simülasyon kullanılır. CNC paketleri, yonga yükleme, ısı dağıtma ve sınırlı alet aşınmasında verimli alet yolları üretebiliyor. Robotizasyon, insan hatasını azaltmak için eşit pozisyon yerleştirme ve besleme sağlamak için kullanılabilir. Simülasyon araçları, kesecek kuvvetleri ve malzemenin davranışını belirler; bu da alet kırılmasını önleyecek ve verimliliği artıracaktır. Bu teknolojiler, üretim sürecinde verimliliği, parça kalitesini ve maliyet verimliliğini artırır.
Sıkça Sorulan Sorular (SSS)
S1: Slot frezeleme ile diğer frezeleme türleri arasındaki fark nedir?
C: Slot frezeleme, dar oluklar veya kanallar oluşturmaya yöneliktir, diğer frezeleme faaliyetleri ise yüzey malzemesi veya profil formlarını kesmek için kullanılabilir.
S2: Slot frezelemede en çok kullanılan uygulama araçları nelerdir?
C: Düz uçlu frezeler, bilyalı frezeler ve köşe yarıçaplı frezeler tipik olarak seçilir ve bu frezeler slot boyutlarına ve malzemeye göre seçilir.
S3: Slot frezlemede besleme hızı ve mil hızının etkisi nedir?
C: Kesme kuvvetlerini, ısı oluşumunu, yüzey kaplamasını ve takım aşınmasını belirler; bunlar genel verimlilik ve hassasiyet üzerinde etkiler.
S4: Tüm malzemeler slot frezelenebilir mi?
C: Evet, ancak hız, besleme ve alet tipi gibi parametrelerin metal, plastik veya kompozit olarak değiştirilmesi gerekecek.
S5: Slot frezelemede tipik sorunlar nelerdir?
C: Aletlerin sapması, titreşim, yonga birikmesi ve termal genleşme, dikkatle kontrol edilmesi gereken yaygın tuzaklardan bazılarıdır.
S6: Slot frezelemede kalite kontrolü nedir?
C: Yüzey kontrolü, süreç kontrolü ve ölçüm araçları yardımıyla işleme parametrelerine uyum.
S7: Slot frezelemesini en sık kullanan sektörler hangileri?
C: Slot frezeleme, otomotiv, havacılık, kalıp ve kalıp üretimi ile endüstriyel makine üretiminde yaygındır.
Sonuç
CNC slot frezeleme, çağdaş üretimde çok yönlü ve kritik bir işlemdir. CNC slot frezeleme becerilerini, aletlerini, besleme ve hızları ile çip kontrolünü öğrenmek, doğru ve doğru seviyede verimli ve kaliteli üretim garanti eder. Mühendisler ve üreticiler, malzemeler, yuva boyutları ve gelişmiş frezeleme stratejileri ile nasıl davranacaklarını bilerek karmaşık bileşenleri göreceli tutarlılıkla geliştirebilir, alet aşınmasını azaltabilir ve verimliliği en üst düzeye çıkarabilirler.